

Lamage en usinage : principes, techniques, outils et usages industriels
Quiz de connaissances
Testez vos connaissances sur cet article
Quel est le rôle principal du lamage dans une pièce métallique ?
Imagine un trou. Pas n’importe lequel : un trou de perçage, net, circulaire, dans une pièce métallique. À première vue, il semble terminé. On y glisse une vis. Mais celle-ci dépasse, empêche l’assemblage d’être propre, lisse, efficace. C’est là qu’intervient une opération discrète mais essentielle : le lamage.
Lamer, c’est élargir l’entrée d’un trou déjà percé pour créer un logement plat, un évidement parfaitement coaxial, permettant à une tête de vis de s’y loger sans rien dépasser. Un détail, peut-être. Mais dans l’univers rigoureux de l’usinage de pièces en métal, ce détail change tout.
Comprendre le lamage : bases et fonctions
Définition et principe mécanique du lamage
Le lamage est une opération d’usinage qui consiste à réaliser, à l’entrée d’un trou, un évidement cylindrique à fond plat, souvent destiné à noyer une tête de vis, un écrou, ou une rondelle. Contrairement à la fraisure, qui crée une inclinaison conique, le lamage assure une surface d’appui plane, perpendiculaire à l’axe du trou.
Ce n’est pas un trou secondaire. C’est une préparation de la surface. Une sorte de petit siège, usiné sur mesure, pour que la fixation vienne s’y poser, comme un bouchon parfaitement taillé pour son goulot.
Pourquoi réalise-t-on un lamage ?
Le but est toujours le même : garantir une fixation fiable, discrète, sans débordement, dans une pièce mécanique. Le lamage permet de noyer une tête, d’obtenir une surface de montage lisse, et d’éviter toute interférence mécanique ou esthétique.
Dans certains cas, le lamage joue même un rôle structurel : en réduisant les zones de concentration de force, il limite les risques de rupture. L’apparence est plus soignée, la surface de la pièce plus fluide, et l’ensemble du montage plus cohérent.
Schéma explicatif
Pour clarifier, on peut imaginer trois trous côte à côte : l’un est simplement percé, le second est fraisé (avec un cône), le troisième est lamé, avec un logement plat bien défini. Trois techniques. Trois usages. Trois résultats visuellement et mécaniquement très différents.
Types de lamage et variantes techniques
Lamage classique
C’est le plus répandu. Une fraise à lamer vient agrandir l’entrée du trou, en créant une cavité cylindrique à fond plat. Cette cavité correspond exactement au diamètre de la tête de vis. Ni plus, ni moins. Elle doit correspondre à la tête de la fixation et respecter une profondeur de lamage précise.
Lamage en tirant et en poussant
Certains outils de lamage permettent d’usiner un trou de l’intérieur vers l’extérieur (lamage en tirant), pratique lorsqu’il est difficile d’accéder par l’extérieur. À l’inverse, le lamage en poussant s’effectue de manière plus classique, depuis la surface visible. Ces techniques exigent des outils spécialisés et une parfaite maîtrise des paramètres de coupe.
Lamage combiné
Dans un souci d’efficacité, il existe des outils de coupe qui permettent de percer et lamer en une seule opération. Cela **réduit les ** **temps d’usinage ** secondaires, notamment sur des machines CNC tournant à haut régime. La précision reste clé : un seul défaut d’alignement peut compromettre l’ensemble.
Lamage conique
Parfois, on veut fraisurer une vis, mais avec une certaine profondeur plate. C’est là qu’intervient le lamage conique, hybride entre deux opérations, adapté aux vis à tête fraisée ou vis à tête plate conique, notamment dans l’aéronautique ou l’outillage de précision.
Outils et machines pour le lamage
Outils de lamage : fraises, forets, alésoirs
La fraise à lamer est l’outil de base. Elle peut être à denture régulière, conique, ou encore revêtue pour limiter l’usure sur des matériaux comme l’acier inoxydable. Le choix du diamètre, du nombre de dents, ou de l’angle de coupe dépend du type de trou lamé et du résultat souhaité.
Matériaux des outils : HSS, carbure, céramique
En fonction de la matière à usiner, on choisira un outil en acier rapide (HSS) pour un usage courant, ou en carbure monobloc pour une haute précision. Certains outils sont revêtus pour augmenter leur durée de vie, surtout dans les environnements soumis à vibration ou usure des outils fréquente.
Machines utilisées : perceuse, fraiseuse, aléseuse, CNC
On peut réaliser un lamage sur une simple perceuse à colonne, une fraiseuse, une aléseuse, ou une machine CNC. Le lamage manuel reste possible, mais la commande numérique permet une profondeur du trou parfaitement contrôlée, et des vitesses de coupe adaptées à chaque matière.
Paramètres d’usinage et bonnes pratiques
Profondeur de lamage et contrôle
Un bon lamage repose sur une profondeur précise, calculée en fonction de la longueur de la tête de vis et de l’épaisseur de la pièce. Un lamage trop profond peut affaiblir la structure. Trop peu profond, il empêche la tête de vis de s’asseoir correctement.
Des jauges mécaniques ou des capteurs numériques permettent de vérifier que la profondeur du lamage correspond aux tolérances requises.
Vitesse de coupe et avance
L’avance et la vitesse de la broche dépendent du diamètre de vis, du type de matière et de l’état de surface souhaité. Trop rapide, et la chaleur générée affecte la finition de surface. Trop lent, et on perd en productivité.
Ébavurage et finition
Après lamage, la surface doit être lisse. Un chanfrein léger peut être ajouté pour adoucir l’entrée. L’état final doit permettre à la vis de rester stable, sans jeu, avec un appui uniforme.
Applications industrielles du lamage
Domaines concernés
Le lamage est présent dans des secteurs aussi variés que l’automobile, l’aéronautique, les machines-outils, ou les systèmes de montage électronique. Partout où une vis, une rondelle, ou un écrou doit être noyé avec précision dans une surface métallique.
Exemples d’utilisation
Dans les opérations de tournage usinage, par exemple, un lamage bien exécuté permet d’éviter les défauts de planéité à l’interface de deux pièces. Sur un support moteur, sur une platine de fixation, dans un bras articulé : lamer, c’est garantir la précision du montage.
Choix des matériaux à usiner par lamage
Métaux faciles à lamer : aluminium, laiton, acier doux
Ces matériaux permettent des vitesses d’usinage élevées, avec une faible usure de l’outil, et une bonne finition de surface. L’aluminium, en particulier, permet un lamage rapide, propre, avec peu de bavures.
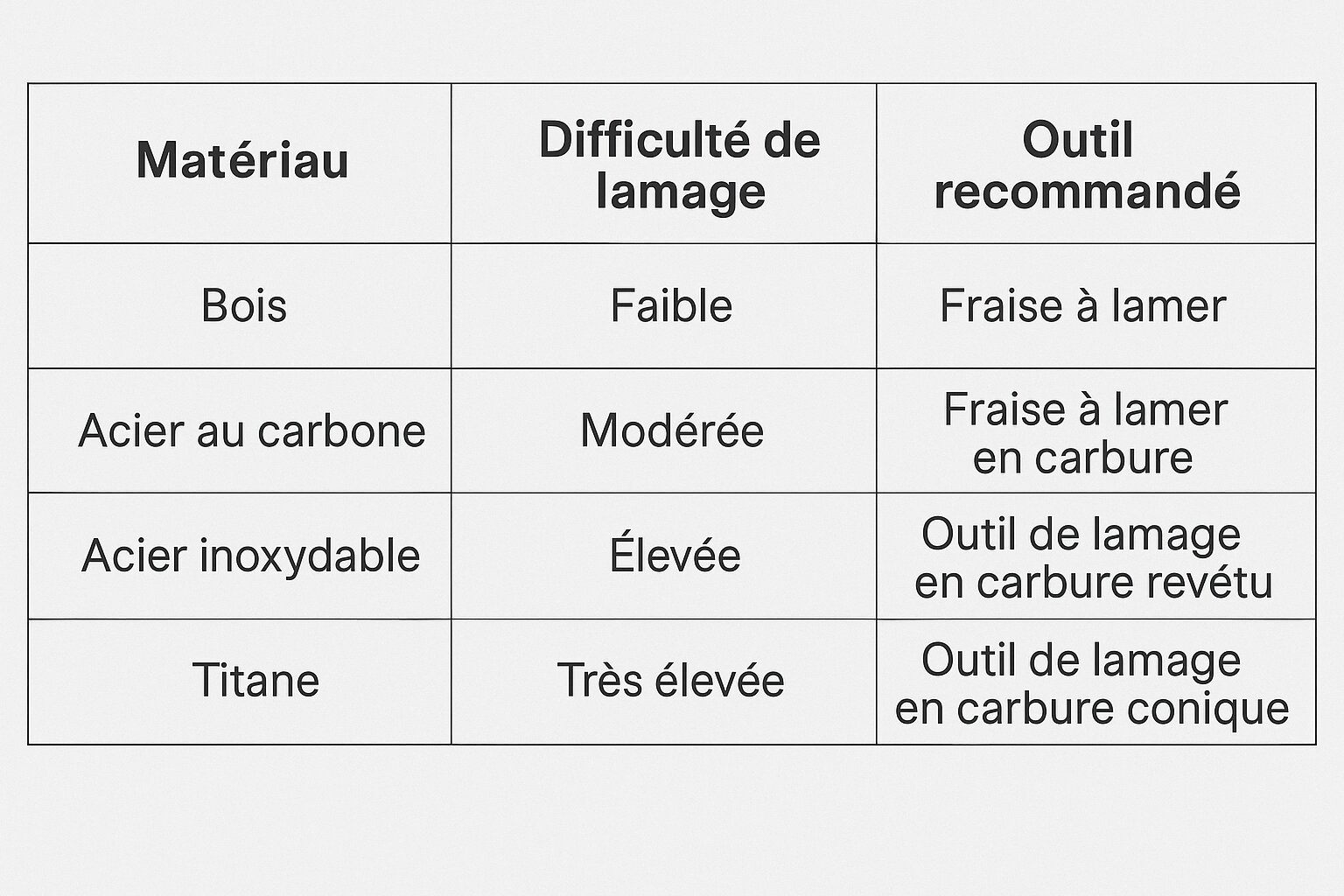
Matériaux difficiles : inox, titane, composites
Plus complexes à lamer, ces matières dures exigent des outils revêtus, une lubrification adaptée, et un paramétrage très précis. L’acier inoxydable, par exemple, accroît l’usure des outils. Mais avec la bonne fraise et les bons paramètres de coupe, on peut obtenir un trou lamé net, fonctionnel et durable.
Lamage et usinage CNC : automatisation et précision
Programmation CNC pour le lamage
Sur une machine CNC, le lamage peut être intégré dans un cycle personnalisé, avec un contrôle millimétrique du diamètre et de la profondeur. On y définit la vitesse de coupe, la profondeur de perçage, le retrait d’outil, et les vitesses d’avance pour chaque étape.
Avantages du CNC dans le lamage
La répétabilité, la vitesse, la précision, font du lamage CNC une solution incontournable pour les petites et grandes séries. Sur des pièces complexes, il garantit un résultat constant, même sur des formes non circulaires ou avec des entrées inclinées.
Lamage 3 axes vs 5 axes
Avec un lamage 3 axes, on reste dans des configurations classiques. En 5 axes, on peut lamer une surface inclinée, ou lamer en biais, sans devoir repositionner la pièce. Une avance technologique qui ouvre de nouvelles possibilités, en particulier dans le fraisage de précision et les pièces à géométries complexes.
Ce n’est qu’un cercle. Un simple trou élargi à fond plat. Mais le lamage concentre en lui la rigueur, la logique, et parfois même la beauté de l’usinage. Ce n’est pas une étape secondaire. C’est une opération essentielle. Invisible, peut-être. Mais absolument indispensable.